
Un metodo parziale per esaminare la qualità delle parti forgiate
Forgiatural'ispezione della qualità delle parti è suddivisa in ispezione della qualità dell'aspetto e ispezione della qualità interna. In generale, l'ispezione della qualità dell'aspetto appartiene ai test non distruttivi, che di solito vengono eseguiti a occhio nudo oa basso ingrandimento. Se necessario, possono essere utilizzati anche test non distruttivi. Per l'ispezione della qualità interna, a causa dei requisiti del suo contenuto ispettivo, alcuni di essi devono adottare test distruttivi, che di solito sono chiamati test anatomici, come test a bassa potenza, test di frattura, test di struttura ad alta potenza, analisi della composizione chimica e prova di proprietà meccanica. Alcuni possono anche utilizzare metodi di test non distruttivi. Per valutare più correttamente la qualità dei fucinati, è necessario combinare i test distruttivi e i test non distruttivi. Per analizzare la qualità dei pezzi fucinati da un livello profondo, dovremmo anche usare il microscopio elettronico a trasmissione o scansione, la sonda elettronica e altri meccanismi ausiliari.
I metodi di ispezione della qualità interna delle parti forgiate possono essere generalmente riassunti come: metodo di ispezione della struttura macroscopica, metodo di ispezione della struttura microscopica, metodo di ispezione delle proprietà meccaniche, metodo di analisi della composizione chimica e metodo di prova non distruttivo.
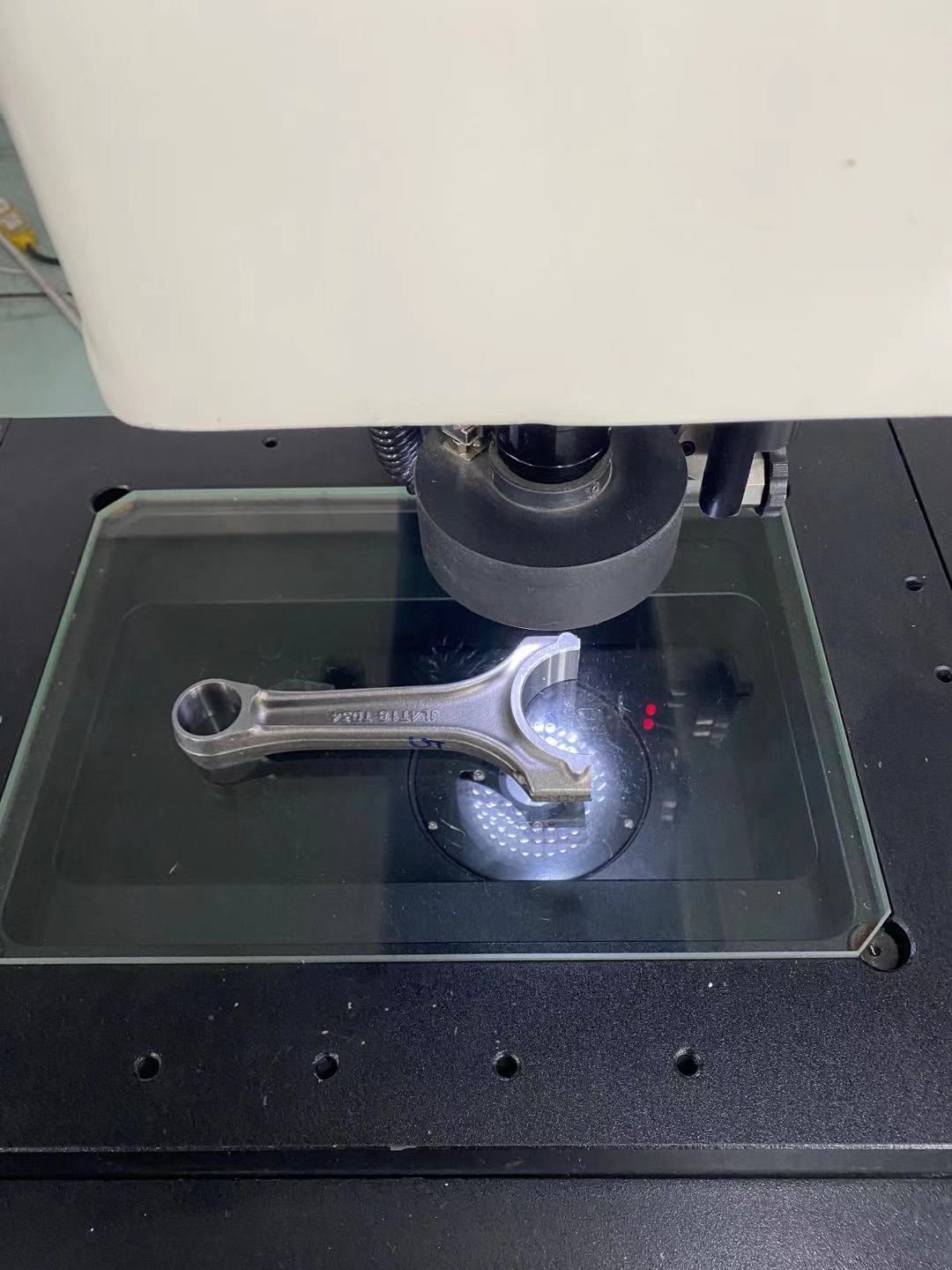
L'esame del tessuto macroscopico consiste nell'osservare e analizzare le caratteristiche del tessuto macroscopico dei forgiati mediante ispezione visiva o una lente d'ingrandimento a bassa potenza (generalmente un multiplo di 30) × (sotto). Per l'ispezione macroscopica della struttura dei pezzi fucinati, i metodi comunemente usati sono il metodo a bassa corrosione (inclusi il metodo della corrosione a caldo, il metodo della corrosione a freddo e il metodo della corrosione elettrolitica), il metodo della prova di frattura e il metodo dell'impronta di zolfo.
Il metodo di corrosione a bassa potenza viene utilizzato per controllare le crepe, le pieghe, i fori di restringimento, la segregazione dei pori, i punti bianchi, i pori, le inclusioni non metalliche, l'agglomerazione della segregazione, la distribuzione della linea di flusso, la granulometria e la distribuzione di acciaio strutturale, acciaio inossidabile, superlega, alluminio e leghe di alluminio, magnesio e leghe di magnesio, parti forgiate in lega di rame, lega di titanio e altri materiali. Tuttavia, per materiali diversi, gli agenti di attacco e le specifiche di attacco sono diversi quando si visualizzano strutture macroscopiche.
Il metodo del test di frattura viene utilizzato per verificare la presenza di punti bianchi, delaminazione, crepe interne e altri difetti negli acciai strutturali e negli acciai inossidabili (tranne l'austenite), il carbonio grafitico nei forgiati in acciaio per molle e il surriscaldamento e l'eccessiva combustione di questi tipi di acciai. Per alluminio, magnesio, rame e altre leghe, utilizzato per verificare se la grana è fine e uniforme, se sono presenti film di ossido, inclusioni di ossido e altri difetti.
Il metodo di stampa allo zolfo viene utilizzato principalmente in alcuni grandi pezzi fucinati in acciaio strutturale per verificare se la distribuzione dello zolfo è uniforme e il contenuto di zolfo.
Oltre ai campioni di forgiatura in acciaio strutturale e acciaio inossidabile utilizzati per il test a bassa potenza non sono sottoposti a trattamento termico finale, altri materiali forgiati sono generalmente sottoposti a test a bassa potenza dopo il trattamento termico finale.
I metodi di ispezione della qualità interna delle parti forgiate possono essere generalmente riassunti come: metodo di ispezione della struttura macroscopica, metodo di ispezione della struttura microscopica, metodo di ispezione delle proprietà meccaniche, metodo di analisi della composizione chimica e metodo di prova non distruttivo.
L'esame del tessuto macroscopico consiste nell'osservare e analizzare le caratteristiche del tessuto macroscopico dei forgiati mediante ispezione visiva o una lente d'ingrandimento a bassa potenza (generalmente un multiplo di 30) × (sotto). Per l'ispezione macroscopica della struttura dei pezzi fucinati, i metodi comunemente usati sono il metodo a bassa corrosione (inclusi il metodo della corrosione a caldo, il metodo della corrosione a freddo e il metodo della corrosione elettrolitica), il metodo della prova di frattura e il metodo dell'impronta di zolfo.
Il metodo di corrosione a bassa potenza viene utilizzato per controllare le crepe, le pieghe, i fori di restringimento, la segregazione dei pori, i punti bianchi, i pori, le inclusioni non metalliche, l'agglomerazione della segregazione, la distribuzione della linea di flusso, la granulometria e la distribuzione di acciaio strutturale, acciaio inossidabile, superlega, alluminio e leghe di alluminio, magnesio e leghe di magnesio, parti forgiate in lega di rame, lega di titanio e altri materiali. Tuttavia, per materiali diversi, gli agenti di attacco e le specifiche di attacco sono diversi quando si visualizzano strutture macroscopiche.
Il metodo del test di frattura viene utilizzato per verificare la presenza di punti bianchi, delaminazione, crepe interne e altri difetti negli acciai strutturali e negli acciai inossidabili (tranne l'austenite), il carbonio grafitico nei forgiati in acciaio per molle e il surriscaldamento e l'eccessiva combustione di questi tipi di acciai. Per alluminio, magnesio, rame e altre leghe, utilizzato per verificare se la grana è fine e uniforme, se sono presenti film di ossido, inclusioni di ossido e altri difetti.
Il metodo di stampa allo zolfo viene utilizzato principalmente in alcuni grandi pezzi fucinati in acciaio strutturale per verificare se la distribuzione dello zolfo è uniforme e il contenuto di zolfo.
Oltre ai campioni di forgiatura in acciaio strutturale e acciaio inossidabile utilizzati per il test a bassa potenza non sono sottoposti a trattamento termico finale, altri materiali forgiati sono generalmente sottoposti a test a bassa potenza dopo il trattamento termico finale.
Invia richiesta



X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza